Гладкая поверхностная накладка хрома карбида /CCO /Комплексная накладка карбида
Гладкая наложная пластина была изготовлена с использованием технологии сварки передовой сварки сварной сварной связи для применения высокопрофильного абразивного карбида хрома на стальной подложке, производящей постоянную химию и микро -структуру (Austenitic) с плавным наложением.
Этот продукт обычно называют хромовыми карбидами (CCO) на рынке. Оверловое изделия подходит для сильного абразивного износа и воздействия. Qingdao Hart Industrial Technology Co., Ltd была создана в 2003 году, у него была Долгая история предоставления инновационного решения для одежды и продуктов мирового класса.
Конечный продукт с жестким применением зависит от материала-будь в скале, песке, гравии или другом веществе-ударяется или скользит вдоль поверхности вашей части износа. Это также зависит от угла и скорости удара, а также от рабочей температуры.
[Техническая спецификация HART-SP-100]
1. Базовый материал: ASTM A36 (Q235B), ASTM A529A (Q345B), другая сварная сталь является необязательной;
Базовая толщина: 3 до 12 мм
2. Слои с жестким содержанием: Гладкий Хромий углеродный сплав на основе Fe (Austenite)
Средняя твердость:> 58HRC
Толщина слоя: 3 до 12 мм
3. Процессы сварки: Продвинутая погруженная дуговая сварка
4. Описание сплава: Auustenitic Chrome Carbide Iron (Chromium White Iron)
5. твердость карбида: > 1500HV
6. Объемная доля карбида: > 30%
7. Химический состав: Углерод: 3-6%
Хром: 18-34%
*Различные сплавы, которые будут использоваться, зависят от различных рабочих условий и приложений.
| наложение |
| мм | 3 | 4 | 4 | 6 | 6 | 8 | 10 | 12 |
| Стандартная пластина (мм): 1000x 3000/1200 x 3000 |
| Поддержка пластины |
| мм | 2 | 4 | 6 | 6 | 8 | 8 | 10 | 12 |
| По тех пор |
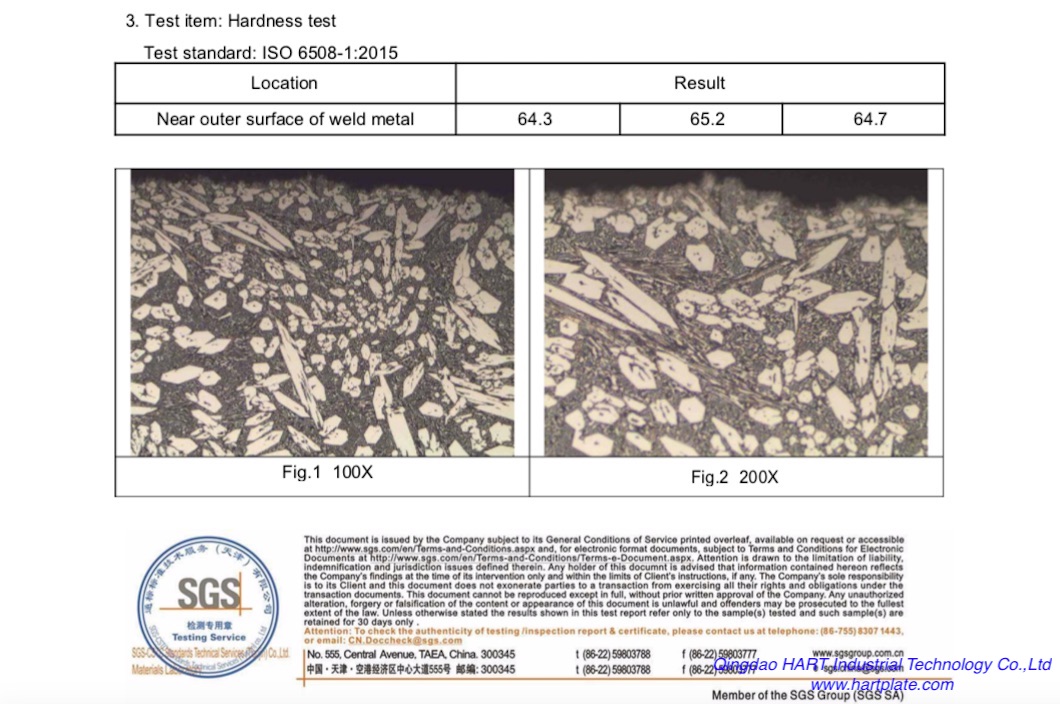
8. Микроструктура:
Состоит из высокая доля чрезвычайно жестких первичных карбидов, богатых хромами M7C3 пластичная эвтектическая аустенитная матрица.
Поддерживает от 30% до 50% первичных карбидов, чтобы обеспечить Хорошая износостойкость и однородная связь.
9. Типичные приложения:
Пластина HART-SP-100 широко используется в горнодобывающей промышленности, выработке электроэнергии (уголь), цементом, дноуглубительных работах, производстве стали, обработке отходов, производстве стекла и целлюлозе и бумажной промышленности. Некоторые конкретные приложения включают в себя:
| ПРОМЫШЛЕННОСТЬ | Приложения |
| Добыча | Пытки, бункеры, лайнеры для грузовых кроватей, турнирные лезвия, ковши с лопатой, драгновые ведра, экскаваторы |
| Цемент | Руководство для сепараторов лопатки, разрядные шишки для мусорных баков для хранения клинкера, желоба для прохождения сияющей руды, выходные протоки для мельниц с шлифованием клинкера, получение бункеров |
| Дноуглубительные работы | Дноуглубительные трубы и насосы, всасывающие трубопроводы, выбросы насоса |
| Сталь | Дноуглубительные трубы и насосы, всасывающие трубопроводы, выбросы насоса |
| Власть | Угонька для обработки угля, лайнеры для кормления угля, экрановые тарелки из дробилки, конусы классификатора, журнальные лайнеры, бункеры Silo |
10. Изной свойства HART-SP-100 (отчет ASTM G65 и SGS)
*ASTM G65 - это стандартное измерение измерения тестирования. Сухой песок/резиновый колесный аппарат.
| Твердый сплав | ASTM G65 - Потеря веса | Твердость (RC) |
| 10+10-8 | 0,162 г/6000 оборотов | 64.7 |
| 10+10-4 | 0,183 г/6000 оборотов | 63.7 |
| 10+10-2 | 0,149 г/6000 оборотов | 64.0 |
 11. Сервис
11. Сервис
| УСЛУГА | ОПИСАНИЕ |
| Резка | 1. Можно разрезать плазмой, лазером, водой, дуговой выпивкой и абразивной пилой;
2. не может быть разрезан кислотом топливом. |
| Сварка |
1. Используйте 480 МПа (70 КС) или 560 МПа (80 тыс. Кв.).
2. После сварки соединение должно быть ограничено наложением для защиты от износа. |
| Обработка |
1. Не обработано обычными методами;
2. может быть закончен только измельчением;
3. Отверстия контактов могут быть точно произведены EDM (обработка электрической разряда). |
| Формирование |
1. обычно образуется с наложением внутрь;
2. Для труб с диаметрами меньше 0,6 м (24 "), труба с твердыми изделиями рекомендуется вместо труб, изготовленных на пластине с твердыми изделиями. |
| Бурение |
1. При бурении расстояние между двумя отверстиями должно быть не менее 15 мм (5/8 ''); В противном случае, раздел может быть недостаточно сильным и может взломать;
2. Минимальный диаметр отверстий должен быть равен толщине пластин. Для более толстых пластин с Общая толщина более 20 мм (3/4 ''), минимальный диаметр должен быть в 1,5 раза больше толщины пластины. |
12. Тестирование и контроль качества
Мы зафиксировали, как свойства продукта протестированы, чтобы убедиться, что наложные пластины выполняют указанные свойства продукта. Включая документацию по системе качества 3D -лица, если калибровка и тестирование выполняется 3D -стороной.